





I VANTAGGI DELLA SALDATURA PLASTICA A ULTRASUONI: PIÙ PRECISA, PIÙ EFFICIENTE, PIÙ ECOLOGICA E NON SOLO
Rispetto ad altre opzioni di collegamento delle materie termoplastiche, la tecnologia a ultrasuoni offre molteplici vantaggi, risultando infatti più veloce, sicura, pulita, efficiente, ecologica, precisa, trasparente e molto altro ancora.
La tecnologia di giunzione a ultrasuoni si dimostra quindi vantaggiosa per ogni industria, anche in settori esigenti come la tecnologia biomedicale, il Food&Packaging, l’automotive o i prodotti per l’igiene.
LA SALDATURA PLASTICA IN PAROLE SEMPLICI
I giunti saldati mediante ultrasuoni sono una soluzione ottimale ed efficiente per il collegamento di materie termoplastiche.
Soprattutto negli ambiti sopracitati, caratteristiche come l’efficienza energetica, l’ermeticità e l’elevata riproducibilità sono imprescindibili. In questo contesto, è fondamentale che il cliente garantisca una configurazione ottimale delle parti di giunzione.
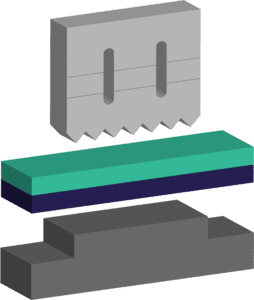
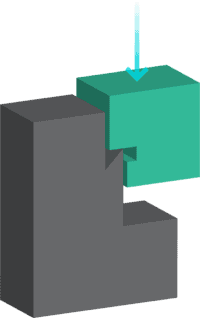
Come effetto della forza esercitata, le oscillazioni longitudinali, con frequenze di 20-40 kHz, e le ampiezze di saldatura di 10-60 μm, vengono applicate nelle parti in plastica. Il materiale si fonde e le due parti si uniscono l’una all’altra creando un collegamento permanente in corrispondenza del cordone.
Una configurazione ottimale dei componenti permette di conseguire ottimi risultati. La concentrazione dell’energia ottenuta grazie al design intelligente dei componenti è infatti la chiave per la riuscita del processo. Una volta collegate, le parti possono essere lavorate ulteriormente nelle fasi successive del processo.
Qui sono disponibili maggiori dettagli in relazione al settore biomedicale.
TIPI DI PROCEDURE
Saldatura a ultrasuoni longitudinale
La procedura è fondata sulla variazione longitudinale, pulsante e molto rapida del movimento del sonotrodo in un intervallo tra 15 e 60 µm. L’energia ultrasonica viene quindi introdotta nel componente con un angolo di 90° rispetto alla superficie di contatto del sonotrodo. L’energia si concentra quindi sul piano di saldatura, progettato in modo ottimale, e provoca la fusione del materiale termoplastico. Il risultato finale, in seguito al raffreddamento della fusione, è un giunto solido.
Si tratta della procedura più diffusa nell’ambito della saldatura a ultrasuoni delle materie termoplastiche.
Saldatura a ultrasuoni torsionale
Anche con questa procedura il sonotrodo viene applicato con un angolo di 90° sul componente. Il processo è basato su un movimento rotatorio, pulsante e molto rapido in un intervallo tra 15 e 60 µm. Questo fa sì che le parti si muovano l’una rispetto all’altra. Sul piano di saldatura, con un’apposita struttura, il materiale viene fuso. Il risultato finale, in seguito al raffreddamento della fusione, è un giunto solido.
Il vantaggio di questa tecnologia è la ridotta sollecitazione delle parti derivante dall’applicazione di energia rotatoria. Il processo si presta pertanto a parti di giunzione sensibili, pellicole e membrane.
I VANTAGGI DELLA SALDATURA PLASTICA
+ Processi molto brevi
+ Effetto termico ridotto sul componente e sull’ambiente circostante grazie a utensili di saldatura impiegati quasi a temperatura ambiente
+ Ridotto fabbisogno energetico durante la saldatura e, di conseguenza, maggiore rendimento
+ Nessuna necessità di solventi e additivi (riciclo conforme)
+ Risultati di saldatura costanti e riproducibili grazie alle diverse possibilità di parametrizzazione
+ Materiali termoplastici diversi possono essere parzialmente saldati tra loro
+ Gli utensili di saldatura non si riscaldano, riducendo così i tempi di messa a punto e smontaggio. Nessuna attesa per il riscaldamento e il raffreddamento e conseguente rapidità di sostituzione degli utensili
+ Nessun pericolo di lesioni dovute alle parti calde della macchina
+ Ottima integrabilità nei sistemi automatici
+ Possibilità di collegamento in rete intelligente e di autocontrollo – Industria 4.0
Configurazione dei giunti
Possibilità di giunzione offerte dalla saldatura delle materie plastiche
Giunto di saldatura senza ottimizzazione

- Ampia superficie di contatto
- Saldatura superficiale indefinita
- Elevato fabbisogno energetico
- Elevato apporto di energia
Design ottimizzato delle giunture

- Superficie di contatto ridotta e definita
- Buona miscelazione della massa fusa nell’area del giunto
- Tempi di saldatura ridotti
- Carico termico ridotto
- Forza e fabbisogno energetico ridotti
Criteri per la configurazione dei giunti
La configurazione strutturale deve rispondere ai requisiti del giunto saldato. Le parti esistenti che non sono state concepite per la saldatura a ultrasuoni, generalmente non risultano adatte.
I criteri fondamentali del componente determinano spesso la scelta del collegamento e, di conseguenza, la struttura del componente:
- Materiale
- Aspetto (scarto di fusione esterno, impronte)
- Parallelismo
- Prevenzione di particelle di plastica e massa fusa all’interno del componente
- Tenuta (gas, olio, liquidi)
- Capacità di carico del giunto in termini di trazione, sforzo di taglio, pressione
- Componenti interni
- Posizione della zona di giunzione
- Tolleranza di accoppiamento di parte superiore e inferiore
- Superficie di accoppiamento del sonotrodo
- Corsa di penetrazione libera (corsa di saldatura)
- Sostegno/appoggio nel supporto pezzo
- Posizionamento del componente da saldare
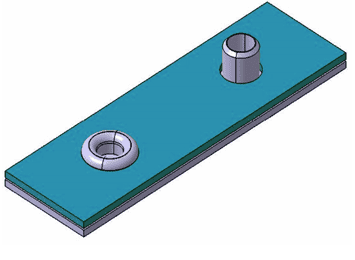
Panoramica delle varianti di giunzione: saldatura
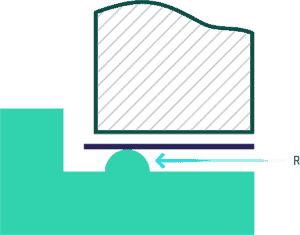
- Giunto di testa (sensore di direzione dell’energia semplice)
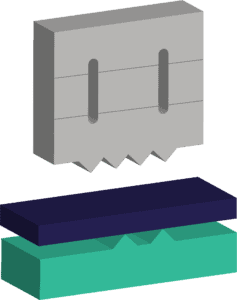
- Giunto a gradino
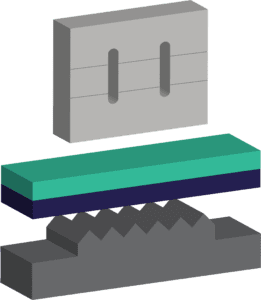
- Giunto maschio/femmina
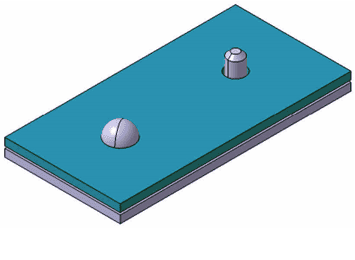
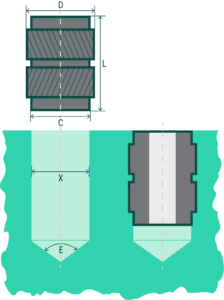
- Saldatura per schiacciamento
- Saldatura di perni (variante della saldatura per schiacciamento)
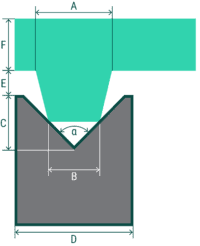
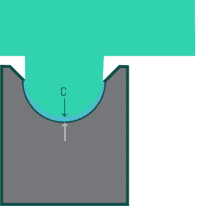
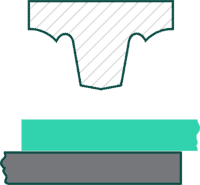
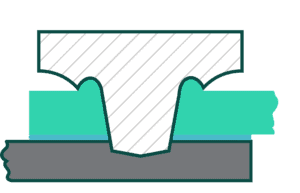
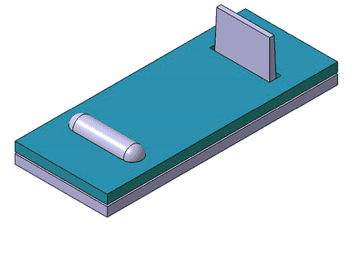
- Giunto a parete sottile (Giunto a V)
- Configurazione giunto con guarnizione inserita

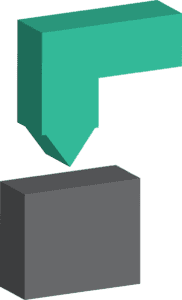
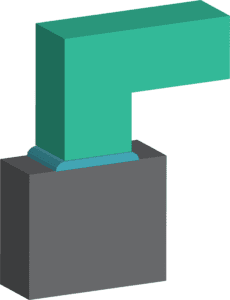
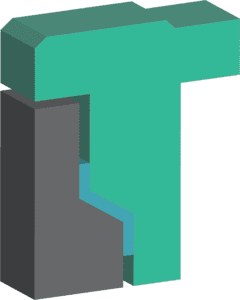
Giunto di testa

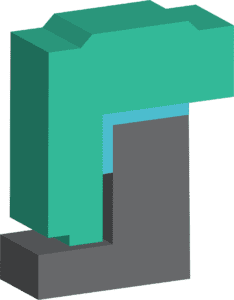
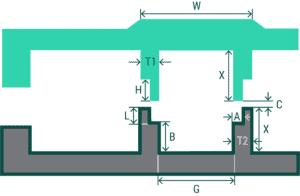
Giunto a gradino

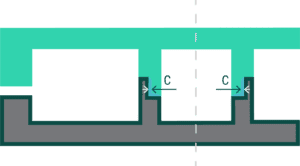
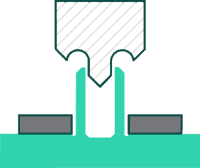
Giunto maschio/femmina

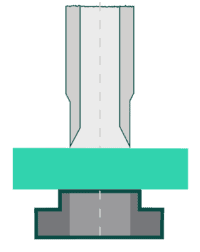
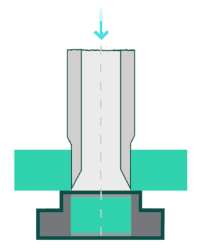
Saldatura per schiacciamento

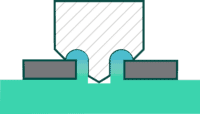
Giunto a V

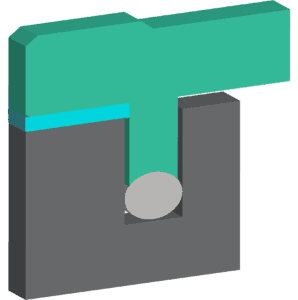
Con guarnizione inserita
- Applicazione prevalentemente nelle materie plastiche amorfe
- Non impone grandi requisiti in termini di stampaggio a iniezione
 |
 |
- Autocentrante
- Elevata resistenza
- Aspetto esterno gradevole
- Possibilità di miglioramento estetico mediante spazi d’ombra
 |
 |
- Resistenza molto elevata
- Autocentrante
- Aspetto ottimale, scarto di fusione non visibile
- La massa fusa rimane nella zona di giunzione (effetto capillare)
- Adatto per materiali semicristallini come PA e POM
 |
 |
- Autocentrante
- Resistenza molto elevata
- Utilizzata soprattutto per le saldature a tenuta
- Ideale anche per pezzi a parete sottile
- Adatto per sollecitazioni di taglio e torsione
- Adatto soprattutto per materie termoplastiche semicristalline, in particolare PA e POM
- Ottimo aspetto, in quanto la massa fusa rimane nella zona di giunzione
- Processo di saldatura verticale, i componenti scorrono l’uno nell’altro
 |
 |
- Autocentrante
- Elevata resistenza
- Nessuno scarto di fusione
- Tempi ed energia di saldatura ridotti
- Adatta per pezzi a pareti sottili che non permettono la configurazione del giunto
- Adatta anche per il fissaggio contemporaneo delle piastrine
 |
 |
- Collegamento ermetico grazie all’elemento di guarnizione
- Nessuna necessità di elementi di giunzione
- Collegamento resistente grazie al cordone di saldatura a ultrasuoni
 |
 |
- Autocentrante, appoggio definito
- Saldatura a tenuta
- Elevati valori di resistenza
- Il materiale rimane nella zona di giunzione
 |
 |
 |
Varianti di giunzione
- Nessuna configurazione del giunto necessaria
- La punta del sonotrodo penetra la piastra superiore o il pezzo stampato fino a 1/3, massimo 1/2, del materiale inferiore
- Compressione circolare del materiale plastificato attorno alla punta del sonotrodo
 |
 |
- Membrana (Membrana DAE)
- Tessuto non tessuto, filtri, tappetini isolanti
 |
 |
 |
 |
- Accoppiamento geometrico di materiali termoplastici con materiali differenti
- Collegamento fisso e privo di fessure
- Resilienza elastica della plastica compensata
| Rivetto tubolare | Rivetto pieno | Rivetto longitudinale |
 |
 |
 |
 |
 |
- Variante della chiodatura
- Per collegare materiali di tipo diverso
- Accoppiamento geometrico
- La massa fusa deriva dalla geometria del sonotrodo e dall’angolo di attacco del sonotrodo
 |
 |
- Possibilità di punzonare anche le superfici verniciate senza danneggiarle
- Durante la stessa operazione è possibile imprimere dei raggi sul bordo di punzonatura
 |
 |
- Accoppiamento geometrico
- Metallo in plastica
- Legno in plastica
- Plastica con basso punto di fusione in plastica con alto punto di fusione, ad es. POM in ABS
 |
 |
 |
- Elevata resistenza finale
- Tensione dei componenti inferiore rispetto allo stampaggio per iniezione
- Limite massimo superiore: M8 (a seconda della progettazione, massimo M10)
- Corrispondenza precisa di foro e inserto necessaria
 |
REFERENZE DEI CLIENTI
Scoprite cosa hanno da dire i nostri clienti sulle loro esperienze con la nostra tecnologia a ultrasuoni MS:
Caricando il video, l'utente accetta l'informativa sulla privacy di YouTube.
Scopri di più
Avete bisogno di una consulenza sui prodotti o avete domande sulle nostre soluzioni?
Scrivici vertrieb@ms-ultrasonic.de o chiamateci +49 7424 701-800